The sweetness of a large group
The sweetness of a large group
Known above all for its traditional festive food products, our client is now a large group with more than a thousand employees, spread over several factories and an annual turnover of around 500 million euros.
Production is not limited to pandoro, panettone, chocolate eggs and Easter doves in various forms. Over the years, it has expanded including other bakery products: biscuits, crackers, plumcakes, muffins, cakes and pies.
Helping with company automation
The customer approached our company with the aim of improving the smoothness and functionality of the production lines in their plants. The main requirement was to automate, by means of pneumatic transport, certain steps for ingredients adding and toppings. Specifically, we were responsible for incorporating shelled almonds and granulated sugar into Panettone, cane sugar into Croissants and granulated sugar into Brioches.
Almond sugaring and dosing machines were already installed on the processing lines, but they were filled manually and the workers had to visually check at close intervals that the product was not running out. This situation also had other disadvantages, exacerbated by the fact that in some places it was necessary for the workers to climb onto elevated structures, with sacks weighing up to 25 kilos. A pneumatic conveying system for almonds and sugar would, in the first place, have eliminated human labour, thus reducing the risks for people injuries. It would also have increased the capacities for the sugar mills and almond dispensers by 4 or 5 times, freeing up the workforce for 2 or 3 hours to perform other tasks. An additional advantage would also be the considerable reduction in waste. In fact, there is no risk of the products falling out of the bags, and as they travel in AISI 316 stainless steel piping, they are not contaminated and do not undergo any changes in colour, smell or taste, which is essential when handling food.
How do these systems work?
The integration of the pneumatic conveying systems with those already in place required the synchronisation in the arrival of the products, to avoid the risk of production stoppage due to a lack of almonds or sugar. This timing is taken care of by the electronic control which, receiving the request signals from the level indicators of the dosers, will activate the relevant loading dispatch, at regular intervals and with precise weighing.
Suction takes place for a certain number of seconds, depending on the demands of the line and the distance to be covered. The product arrives in a high hopper, when a certain level of fullness is reached, a valve opens and the product is discharged into the dispensers located above the cake production belts.
At the same time as the sugar or almonds are discharged, the filter in the hopper is cleaned by means of a pneumatic piston which operates by shaking. The filter is required to prevent the suction of any light product residue, which would damage the pump connected to the hopper. Shaking cleans the outer surface of the filter preventing clogging and maintaining the correct vacuum level in the system.
A second static safety filtering system has also been installed downstream of the hopper to further protect the suction unit.
Pneumatic almond transport system
Almond seeds have a peculiarity that requires special choices for the design of the pneumatic transport system. Simply using a gravity fall, the mass of almonds in the product inlet does not allow a smooth seeds flow when they are sucked through the depression along the conveying pipe. The almonds have a tendency to stick together, forming small, cohesive clusters that gradually grow larger and lead to blockages in the pipe. In order to get the almonds at the beginning of the suction pipe without clumping, a vibrating channel is used. This is a vibrating platform that moves a steel channel through which the product flows into resonance. The subsulsive motion on the almonds also allows them to move forward in a precise and gradual manner. The special features of the system are
- almond capacity up to 300 kg/hour
- product pick-up with vibrating channel and 150 kg capacity
- transport length 4 m vertically and 10 m horizontally
- AISI 316 stainless steel piping
- suction unit with double filtration system with Absolute efficiency class
- 4 kW electrical power on side channel blower
- air flow rate 560 m3/h
- pressure delta 300 mbar
Pneumatic conveying system for sugar
For grain sugar and cane sugar, the pneumatic conveying systems we built are almost identical. Sugar does not have problems of agglomeration, so no vibrating channels are needed, but a slight vibration induced directly on the loading hopper by means of a piston is sufficient. Main features
sugar flow rate up to 500 kg/hour
product grip 150 kg
transport length 3 m vertical and 3 m horizontal
AISI 316 stainless steel piping
suction unit with double filtration system with Absolute efficiency class
2.2 kW electrical power on side channel blower
air flow rate 300 m3/h
delta pressure 250 mbar
Advantages
- Faster product handling
- Product movement at metres height
- No product waste
- No product contamination by external agents
- Less need for human intervention
- Reduced risks for workers
Images and videos

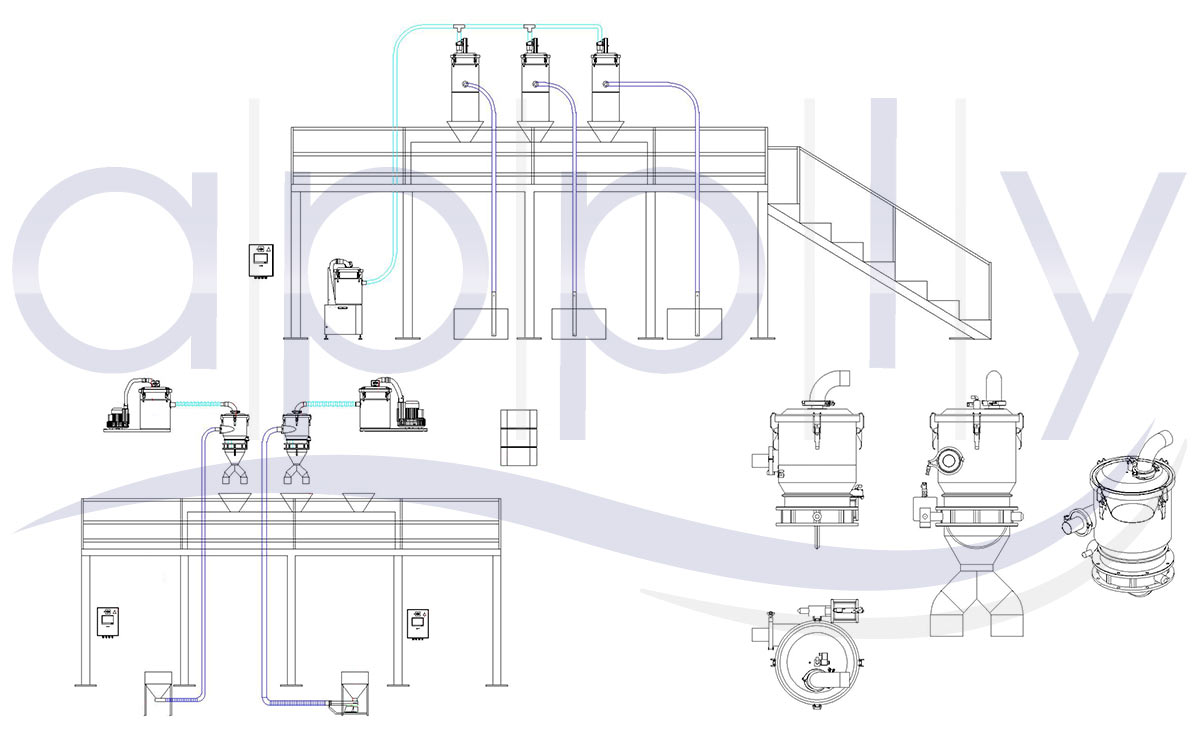
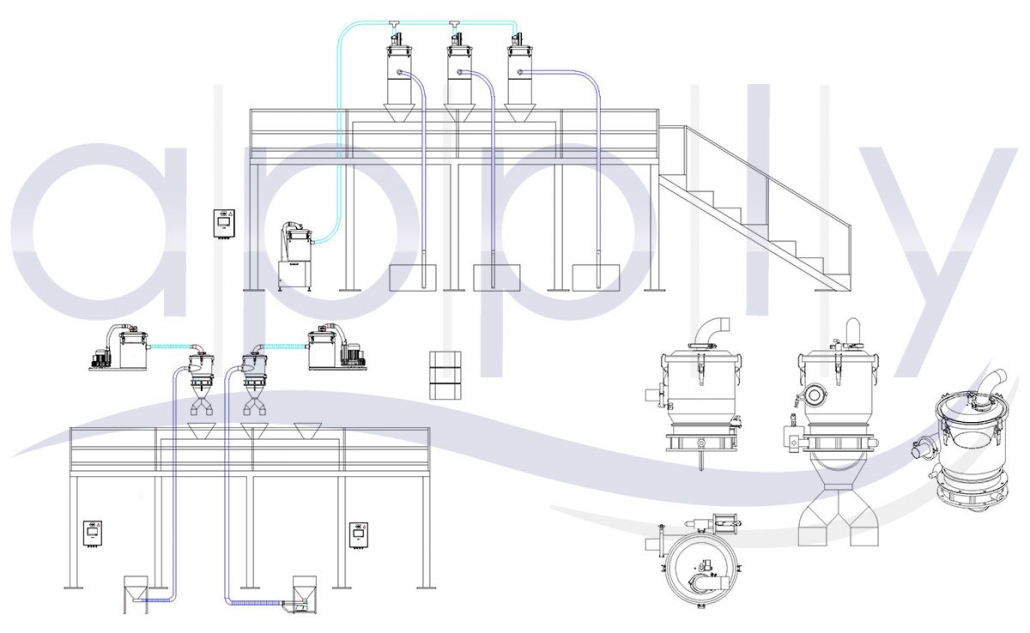
Plant description
Suction unit
Three-phase suction unit in single-block design with side channel blower and impeller directly keyed to the motor shaft. Dry running, wear-free and maintenance-free. Electrical system enclosed in a painted steel IP55 watertight box equipped with: plc for system management, transformer for low voltage controls, remote control switch, thermal, main switch, door lock, run/stop selector. Execution according to EEC regulations. Fairing support painted RAL 9003 on the floor with adjustable PVC feet and painted steel uprights for mounting the electrical panel. Safety filter chamber located between the product loading hopper and the suction unit, made of RAL 9003 painted steel and equipped with a polyester star filter. Filter cleaning by manual filter shaker.
Voltage: 230/400V – 50Hz
Power: 4 kW
Depression: 210 mbar
Air flow rate : 310 m3/h
Filter surface area: 0.7 m2
3 loading hoppers
Of various diameters and capacities made of AISI 304 stainless steel, satin-finished inside and out. Caps made of satin-finished AISI 304 stainless steel. Silicone gaskets. Product inlets with internal deflectors. Butterfly discharge valves with stainless steel lenses and double-acting pneumatic actuators complete with 24VAC solenoid valves. Required air pressure: 4/6 bar. Complete with brackets and support frames – M-class polyester bag filter with filter cleaning system using a pneumatic filter shaker.
Vacuum interception valve kit
2″ guillotine valve made of brass and equipped with 24VDC solenoid valve.
3 hoppers for product intake
Construction material: AISI 304 stainless steel, satin-finished inside and outside. Capacity 30 l. Conical bottom at 30° with relative intake equipped with air regulation. Floor support by means of adjustable nylon feet. Pneumatic vibrator kit.
2 pipe-emptying valves
2″ guillotine valves made of brass and equipped with 24VDC solenoid valves.
Weighing station
Stainless steel platform 600×600 mm, maximum weight 200 kg. Painted steel digital weight indicators with luminous display.
Flexible pipes
In non-toxic antistatic PVC for the product line. PVC for the vacuum line.
